Why a Battery Management System (BMS) is Crucial for Lithium Batteries: A Different Perspective
Lithium batteries, known for their high energy density and long service life, are integral to powering today’s high-demand electronic devices and electric vehicles. However, managing these batteries often raises questions about the necessity and functionality of a Battery Management System (BMS Battery). Instead of a conventional exploration, let’s dive into how a BMS enhances the environmental sustainability, regulatory compliance, and user experience of lithium battery usage.

Enhancing Environmental Sustainability with a BMS
A BMS plays a pivotal role in promoting sustainability through the efficient use of lithium batteries. By optimizing battery usage and extending life spans, a BMS significantly reduces waste and the frequent need for battery disposal, which can be environmentally taxing.
-
Resource Optimization: A BMS ensures that each cell within a battery pack is used to its maximum potential. This efficiency prolongs the battery’s life, thereby reducing the need for frequent replacements and lowering the environmental impact associated with battery production and disposal.
-
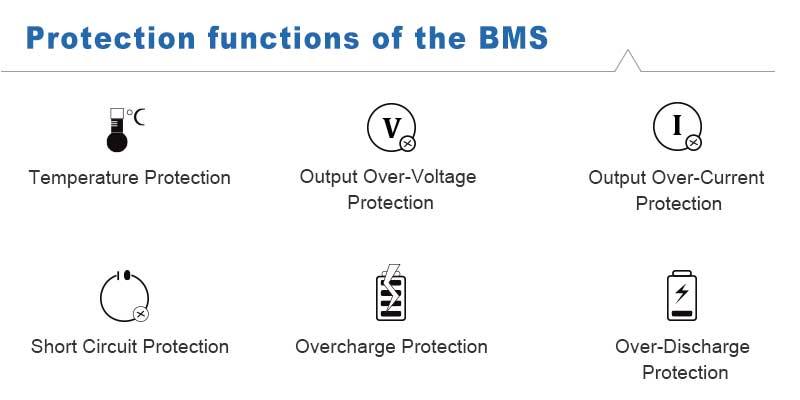
Prevention of Battery Malfunctions: Battery malfunctions often lead to not only hazardous situations but also unnecessary electronic waste. A BMS safeguards against conditions that could lead to such malfunctions, ensuring a safer environmental footprint.
Regulatory Compliance Facilitated by a BMS
As the use of lithium batteries grows, so do the regulations governing their safety and efficiency. A BMS helps manufacturers and users comply with these increasingly stringent standards.
-
Safety Standards: Many industries and regions have strict safety standards that require the integration of a BMS. For example, electric vehicles and medical devices, which rely heavily on lithium batteries, must meet rigorous safety certifications that are often unachievable without a BMS.
-
International Compliance: With globalization, products integrated with lithium batteries need to comply with international safety and performance standards. A BMS not only simplifies compliance but also enhances the marketability of products on a global scale.
Improving User Experience Through a BMS
The direct benefits of a BMS extend to the end-user experience by improving reliability and performance, which is crucial for consumer satisfaction.
-
Reliability and Safety: Users expect safety and reliability, especially in high-stake applications like electric vehicles and portable medical devices. A BMS continuously monitors battery states to prevent dangerous conditions, thereby instilling user confidence.
-
Enhanced Performance: For high-performance applications, such as drones and sports electric vehicles, a BMS optimizes power output and enhances overall battery efficiency, which directly translates to improved user experience.
The Role of Himax Electronics in Advancing BMS Technology
Integrating a BMS from a reputable provider like Himax Electronics can significantly amplify these benefits. Himax Electronics brings advanced technological solutions that enhance BMS functionality:
-
Innovative Monitoring Technologies: By incorporating state-of-the-art monitoring technologies, Himax Electronics ensures precise control over battery status, which improves safety and efficiency.
-
Customization and Flexibility: Himax Electronics offers BMS solutions that are highly customizable, catering to the unique needs of different sectors, ensuring that every application achieves optimal performance.
-
Support for Renewable Energy Initiatives: As the shift towards renewable energy continues, the role of effective battery storage becomes crucial. Himax Electronics supports these initiatives by providing BMS technologies that optimize energy storage and retrieval, thereby enhancing the effectiveness of renewable systems.

Conclusion
From improving environmental sustainability to ensuring regulatory compliance and enhancing user experience, a BMS is integral to the effective management of lithium batteries. Considering the advanced solutions offered by Himax Electronics can further empower users and manufacturers to leverage these benefits fully. This holistic approach ensures that lithium battery systems are not only more efficient and safer but also more aligned with future technological and environmental demands.