By Nath • Battery Engineer, Cell Selection & Performance • Himax Electronics • July 2026
Category: LiPo Battery / Handheld Instruments / Color Analysis / OEM Battery / North America
Color measurement instruments have a dimension tolerance problem most people outside the industry don’t think about: the battery. Not the sensor, not the firmware, not the optical path — the battery. I’ve evaluated hundreds of cell configurations over the course of my career, and the portable color analyzer category is one where the battery selection genuinely shows up in end-user reviews, calibration stability, and field return rates. Get it wrong, and your device “just works worse” in ways that are difficult to trace back to the source.
A color analyzer — specifically the handheld spectrophotometer or colorimeter type used in quality control workflows across printing, coatings, textiles, and plastics — is a precision instrument running on a very modest power budget. The sensor and LED driver need clean, stable voltage. The microcontroller can’t tolerate supply noise. And the device needs to be reliable across thousands of measurement cycles without the user thinking about the battery at all.
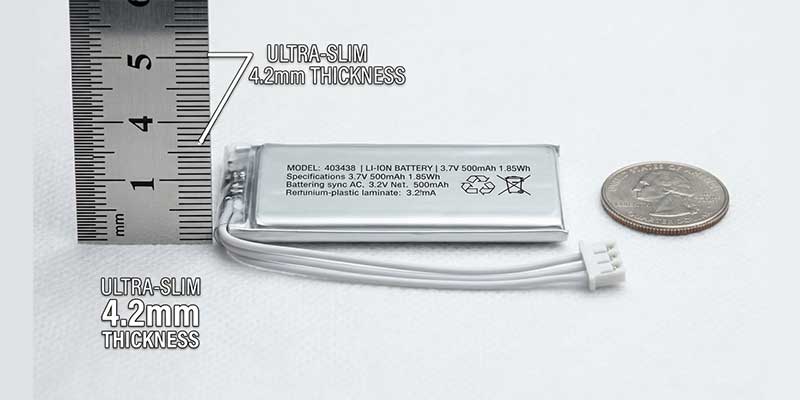
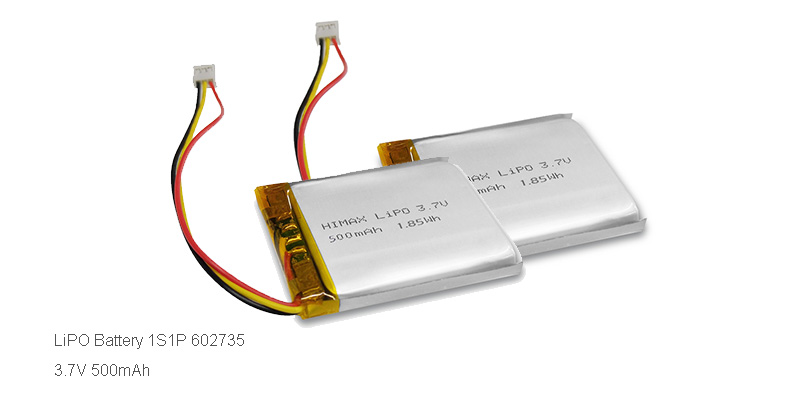
That’s the context in which I want to walk through the Himax 902020 LiPo, 3.7V 250mAh — why its characteristics make it a strong fit for this application category, what the spec sheet actually means in practice, and what OEM product teams in North America should be paying attention to when they make this cell selection.

Himax 902020 LiPo battery — 3.7V 250mAh, 1S1P, with 1.5mm-2P connector and 28AWG output wire
Why Battery Selection Matters More Than You Think in Color Instruments
Let me start with the failure mode nobody documents. A color analyzer with a degraded battery doesn’t usually stop working — it starts giving subtly inconsistent readings. The LED driver pulses slightly differently when supply voltage sags. The microcontroller’s ADC reference drifts. The device still “passes” its internal self-check, but the delta-E numbers start to drift just enough that field QC teams start questioning whether their reference samples are the problem. I’ve seen this pattern in returned units.
The root cause is usually one of two things: a cell with poor voltage flatness under load, or a cell whose capacity has degraded faster than expected because it was cycled in an environment the chemistry wasn’t suited for. Both of these are addressable at the battery selection stage — and that’s why I think the 902020 is worth examining in detail for this application.
The 902020: What the Model Number Actually Tells You
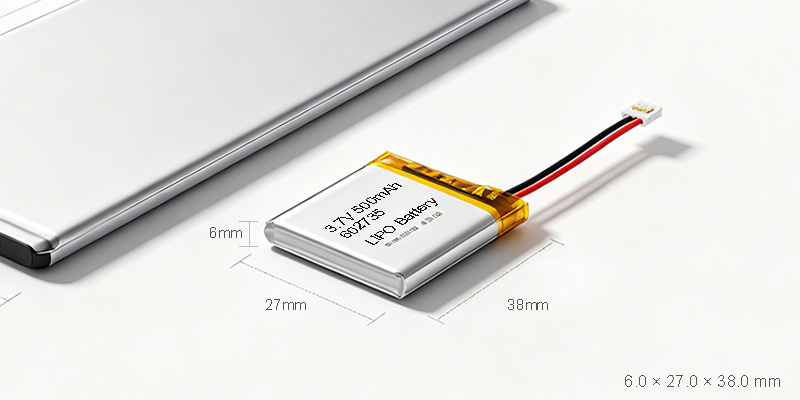
Battery engineers use cell model numbers as shorthand for physical dimensions. The 902020 breaks down as: 9mm thick × 20mm wide × 20mm long. That’s a genuinely compact form factor — smaller than a postage stamp in footprint, less than a centimeter thick. For a handheld colorimeter where the device enclosure is engineered down to every cubic millimeter, this matters considerably.
The maximum pack dimensions are 9.0 × 20.0 × 21mm (the extra millimeter in length accounts for the PCM and tab geometry). Total weight comes in at approximately 5 grams — about the weight of a US nickel. In a 200–300 gram instrument, five grams for the battery is about as good as you’re going to get for this capacity class.
The output connector is a 1.5mm-2P Molex-compatible pitch, which is the standard connector for compact single-cell LiPo packs in handheld instruments. The wire is 1571 28AWG, 30±3mm — short enough to route cleanly inside a compact enclosure, rated for the current levels this cell operates at.
Electrical Performance: The Numbers That Matter for Color Analysis Applications
Let me go through the key electrical parameters and explain what each one means in the context of a color measurement device, because “3.7V 250mAh” doesn’t tell the whole story.
Nominal Capacity: 250mAh (Minimum 245mAh)
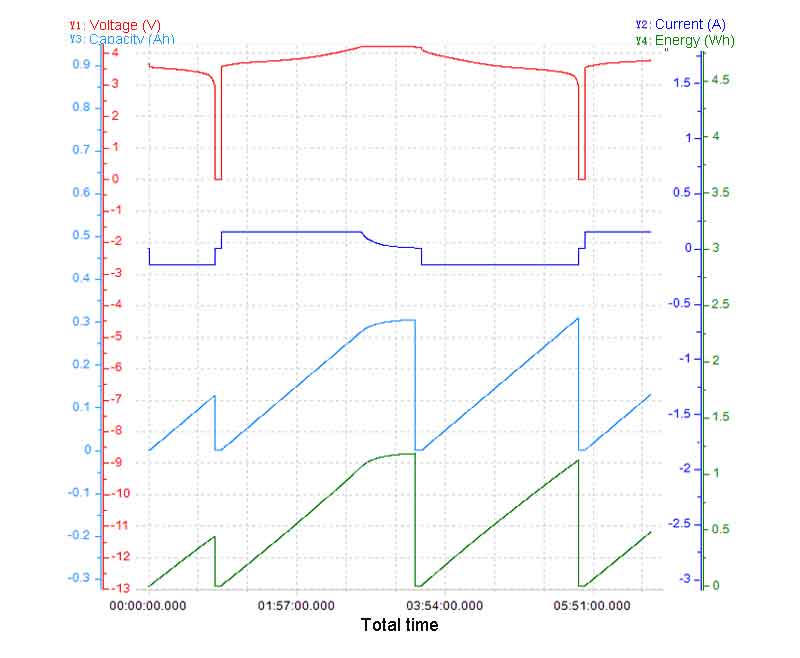
At 0.2C discharge (50mA) to a 3.0V cutoff, this cell delivers 250mAh nominal with a guaranteed floor of 245mAh. For a handheld colorimeter with a typical power draw of 50–80mA during active measurement and lower standby current, this translates to 3–5 hours of active use per charge — enough for a full shift in most QC environments without mid-day charging. The 0.2C rate is also the standard test condition, which is realistic for this application; color instruments aren’t drawing heavy current continuously.
Nominal Voltage: 3.7V | Charge: 4.2V | Cutoff: 3.0V
The 3.7V nominal is standard for single-cell lithium polymer. What matters more for precision instruments is the voltage flatness across the discharge curve. LiPo chemistry maintains a relatively stable plateau from roughly 4.1V down to 3.5V under moderate loads — which is exactly the operating window where the instrument’s voltage regulator operates most efficiently. The PCM’s over-discharge cutoff at 3.0±0.05V prevents deep discharge damage, which is the primary cause of premature capacity loss in cycled cells.
Max Continuous Discharge: 250mAh (1C)
The cell supports up to 250mA continuous discharge with a PCM rated for 0.5A. For a color analyzer, peak current occurs during LED firing sequences — typically brief pulses well within this threshold. The PCM’s over-current detection triggers at 1–3A with a 5–20ms delay, meaning it handles transient spikes without nuisance tripping during normal measurement cycles.
Cycle Life: 300 Cycles at ≥80% Capacity
After 300 standard charge/discharge cycles at 20±5°C, the cell retains at least 80% of its original capacity. For a color instrument used in a QC lab — say, charged every day, five days a week — 300 cycles represents roughly 60 weeks of daily use before capacity falls below the threshold. That’s a meaningful service interval. After that point, the cell still works; it just holds less charge, which the user notices as shorter battery life rather than any measurement quality degradation.
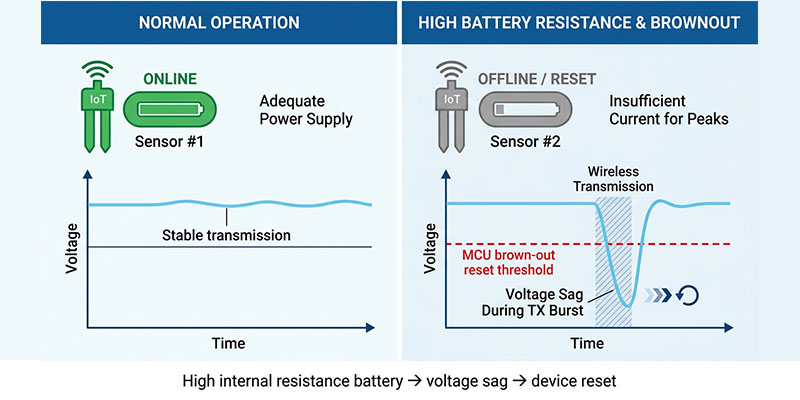
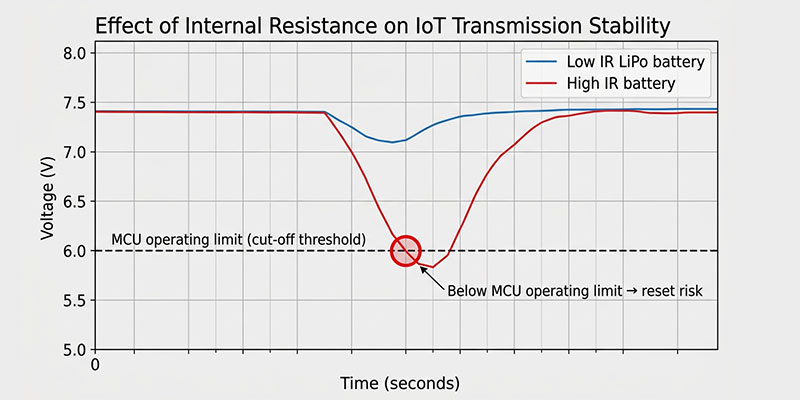
Internal Impedance: ≤150mΩ (Cell) / ≤230mΩ (Pack)
Low internal impedance means low voltage drop under load, which translates to more stable supply voltage for the instrument’s electronics. At ≤150mΩ at the cell level and ≤230mΩ at the pack level (the additional ~80mΩ is the PCM resistance, within the ≤70mΩ PCM spec), this is well-suited for electronics that are sensitive to supply variation.
Full Specification Summary
| Parameter | Value | Note |
| Cell Model | 902020 | LiPo, 1S1P |
| Nominal Capacity | 250mAh | 0.2C, cutoff 3.0V |
| Minimum Capacity | 245mAh | Guaranteed floor |
| Nominal Voltage | 3.7V | — |
| Energy | 0.925Wh | — |
| Charge Voltage | 4.2V | CC/CV method |
| Std. Charge Current | 50mA (0.2C) | 6-hour charge |
| Max. Charge Current | 125mA (0.5C) | — |
| Std. Discharge Current | 50mA (0.2C) | — |
| Max. Cont. Discharge | 250mA (1C) | — |
| Cell Internal Impedance | ≤150mΩ | 1kHz AC method |
| Pack Internal Impedance | ≤230mΩ | Incl. PCM |
| Cycle Life | 300 cycles | ≥80% capacity retention |
| Charge Temp. Range | 10°C – 45°C | — |
| Discharge Temp. Range | -10°C – 60°C | — |
| Storage Temperature | 0°C – 45°C | — |
| Dimensions (Pack) | Max 9.0 × 20 × 21mm | T × W × L |
| Weight (Pack) | ~5g | — |
| Output Connector | 1.5mm-2P | — |
| Output Wire | 1571 28AWG, 30±3mm | — |
| Standards | GB/T18287-2013, UL1642, CE61580 | — |

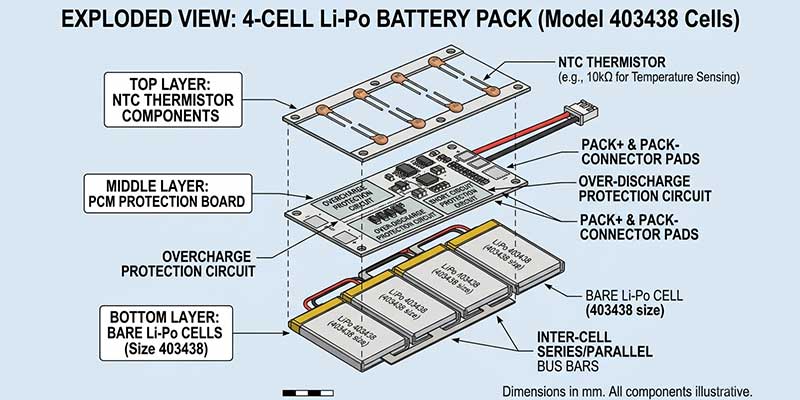
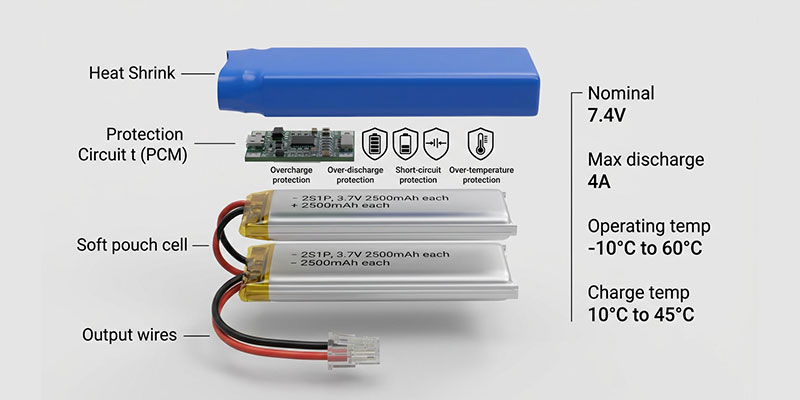
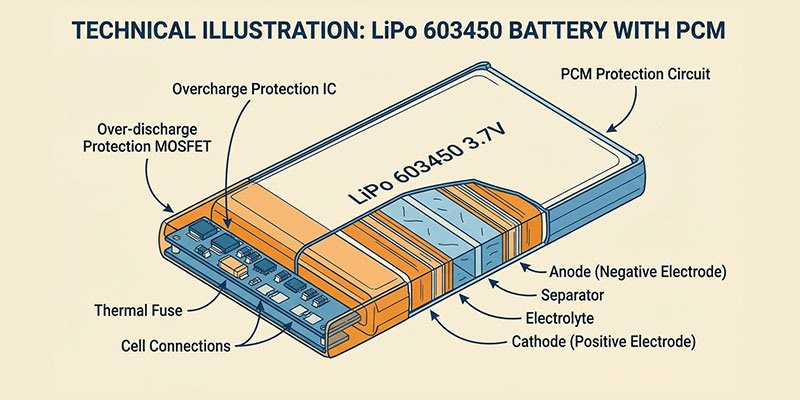
The PCM: The Protection Layer That Keeps the Instrument Trustworthy
I want to spend a moment on the PCM (Protection Circuit Module) because it’s underappreciated in battery discussions, but it’s central to why this pack behaves reliably in a precision instrument over hundreds of cycles.
The PCM on the 902020 pack monitors and protects against four conditions:
- Overcharge: Detects at 4.28±0.05V with a 1.0–1.6 second delay, resets at 4.08±0.05V. This tight voltage window prevents the cell from being driven past safe charge levels, which is the primary cause of lithium polymer capacity fade and, in extreme cases, safety events.
- Over-discharge: Detects at 3.0±0.05V with a 115–173ms delay. The delay prevents nuisance trips on brief load transients during LED pulses, while still protecting the cell from sustained deep discharge.
- Overcurrent: Detects between 1–3A with 5–20ms response. Resets automatically on load release. This protects against fault conditions in the instrument’s electronics without requiring user intervention.
- Short circuit: Hardware detection of external short circuit, with automatic reset when the short is removed. Important for field reliability — a connector fault doesn’t destroy the cell.
The IC used is the G3J with 8205A MOSFET, a combination that’s well-established in consumer and medical-adjacent electronics for its reliability and consistent protection thresholds. PCM resistance is ≤70mΩ, meaning the protection circuitry contributes minimal additional voltage drop under load.
Temperature Range and What It Means for North American Deployment
The 902020 charges from 10°C to 45°C and discharges from -10°C to 60°C. For North American QC lab environments — which are typically climate-controlled — this range is more than adequate. The discharge floor at -10°C also covers outdoor measurement scenarios, such as coatings inspection on construction sites in northern US or Canadian winters.
The spec includes two temperature characteristic tests worth noting for instrument designers. At 60°C for 2 hours after standard charge, the cell retains ≥90% of capacity — relevant for instruments stored in a vehicle in summer sun. At -10°C for 4 hours after standard charge, retention is ≥60% — meaning the instrument still functions in cold environments, though runtime will be reduced. Users in northern climate deployments should factor this in.
For storage: 0°C to 45°C is the recommended range, with shipment voltage between 3.85V and 4.05V (approximately 70–90% state of charge). This is important for OEM assembly operations — batteries shipped at proper state of charge arrive in better condition and can be validated and assembled without a mandatory pre-conditioning charge cycle.
Safety Validation: What the Cell Has Been Tested Against
The cell meets GB/T18287-2013, UL1642, and CE61580 standards — the combination that covers most North American and North American-export market requirements. The safety test suite includes:
- Overcharge test: 3× max charge rate at constant voltage for 7 hours — no explosion, no fire.
- Over-discharge test: 1C discharge for 2.5 hours — no explosion, no fire.
- Short circuit: External short via 50mΩ load until voltage drops below 0.1V — surface temperature stays below 150°C, no explosion, no fire.
- Heating: 5±2°C/min ramp to 130°C, held 30 minutes — no explosion, no fire.
- Crush: 2MPa hydraulic press at 13kN force — no explosion, no fire.
- Drop: 1 meter onto concrete, two directions — no explosion, no fire, no smoke.
- Vibration: 6mm amplitude, 10–55Hz swept at 1Hz/min, 30 min/axis across XYZ — no leakage, no fire, no explosion.
These aren’t just compliance checkboxes for North American OEM teams — they’re the tests that determine whether your product passes regulatory review on the first submission. Getting the battery right the first time saves more time than most teams estimate.
Charge and Storage Guidelines for OEM Integration Teams
During Assembly and Pre-Shipment
Batteries arrive at 70–90% state of charge (3.85–4.05V). Pre-shipment inspection includes voltage, resistance, and protection circuit function verification. Each unit carries an AQL of 0.65% — the industry-standard incoming quality level for components in consumer and light industrial electronics.
In the Finished Product
Use only a CC/CV charger rated for 4.2V, maximum 125mA. Standard charge is 50mA for 6 hours. Do not exceed the specified charge temperature range (10°C–45°C). Do not charge continuously for more than 8 hours. For instruments that will sit in storage or on a shelf for extended periods, top up the charge every 3 months — LiPo self-discharge at 0°C–45°C storage can lead to deep discharge if left indefinitely.
Design Note on Discharge Rate
The maximum rated continuous discharge is 250mA (1C). If your instrument’s firmware allows any high-current burst modes — for example, driving multiple LEDs simultaneously — validate that the peak draw stays within this limit. Running above the rated continuous current accelerates capacity fade and may trigger the PCM’s overcurrent protection unnecessarily.
Who Should Be Looking at This Cell Configuration
If you’re an OEM product team designing or sourcing power for any of the following, the 902020 3.7V 250mAh is worth evaluating:
- Handheld spectrophotometers and colorimeters for QC in printing, coatings, textiles, plastics, or food
- Benchtop portable instruments where the battery is a secondary power source with a small form factor constraint
- Consumer or prosumer color measurement tools where size and weight are primary design drivers
- Industrial inspection devices with similar power draw profiles (low average current, modest peak current, frequent charge cycles)
The cell is not the right fit for high-drain applications (sustained discharge above 1C), ultra-low-temperature operation below -10°C, or applications requiring more than 300 cycles before the first planned battery service interval. If any of those describe your use case, reach out and we’ll talk through the alternatives.
Getting Specs, Samples, and Custom Configurations
The full datasheet for the 902020 3.7V 250mAh is available for download directly from the product page: 902020 LiPo Specification Sheet (PDF). It includes the complete electrical and mechanical parameters, PCM schematic, safety test results, and handling instructions.
If you’re evaluating this cell for integration into a color measurement instrument or a similar handheld application, the most productive next step is a sample request with your target load profile. We work best when we know your average current draw, peak current events, charge rate constraints, operating temperature envelope, and any specific connector or wire length requirements.
You can reach our engineering team through the Himax contact page — we handle technical inquiries directly, not through a sales layer, so you’ll get a substantive response about your specific application.
To explore our full range of lithium polymer cells and custom pack configurations, the Himax LiPo battery product page has an organized overview by chemistry, form factor, and capacity range.
For teams working on exploration, field survey, or scientific instrumentation applications, our exploration equipment battery section covers battery configurations optimized for that operating environment.
A Closing Thought on Battery Selection Process
I find that battery selection in precision instruments gets treated as a last step in the product design process — something to sort out after the optics, the firmware, and the enclosure are locked. In my experience, that sequencing costs teams time and sometimes forces compromises in the instrument’s power management architecture.
The better approach is to bring the cell evaluation into the design phase early. The 902020’s 9.0 × 20 × 21mm envelope, 5-gram mass, and 0.925Wh energy define a set of constraints that should inform the PCB layout, the regulator selection, and the charge circuit design — not the other way around. If you want to talk through how this cell’s characteristics map to your specific instrument design, that’s exactly the kind of conversation I’m available for.
| About the Author
Nath is a Battery Engineer at Himax Electronics, specializing in Cell Selection & Performance. With deep experience in energy density optimization, discharge stability analysis, and cycle life evaluation, he supports OEM teams in medical and consumer electronics with battery selection and integration guidance from early design through mass production qualification. |