What is The Industrial Battery System?
What is an industrial battery?
Batteries for industrial applications have certain characteristics, such as high discharge and large capacity. These batteries consist of three parts: Customized battery + BMS + Charging system

Industrial applications
Let’s look at where industrial batteries are used. Industrial applications cover a wide area, but we can separate them into 3 larger categories:
– Measuring, Mapping and Surveying equipment
– Detection and Inspection equipment
– Filming and Production equipment
In these three industrial areas, the batteries must be adjusted according to their different use.
For example, in areas with extremely cold temperatures, the batteries should have the ability to withstand low temperatures and continue to discharge at low temperatures all while fulfilling the charging capabilities. If a device can be charged in these extreme environments, users can save time and the cost that it takes to remove and replace a battery or device in these settings. This can increase the overall efficiency.
Why are industrial batteries needed?
Technically, not all industrial applications require industrial batteries. However, they are the preferred norm as a complete power system will ensure that a customer’s equipment maintains sufficient power without causing any delays or decreasing inefficiency due to power problems.
The BMS
A BMS (Battery Management System) is the intelligent component of a battery pack that is responsible for advanced monitoring and management. It plays a critical role in safety, performance, charge rates, and longevity. By monitoring the SOC (State of Charge) of the battery and managing the charge and discharge, the BMS can overall increase the efficiency and life of the battery.
Major functions of the BMS:
- Overcharge protection
- Over-discharge protection
- Overcurrent protection
- Overheat protection
- Short-circuit protection
- Cell monitoring & balancing
- Communication interface
- Self-diagnosis
- Power gauge
Customized batteries
It is impossible for one battery to fit all the different industrial applications. Its voltage, capacity, and discharge current may easily meet the requirements of one device, but its size, internal resistance, temperature range, charging rate, and may not meet the requirements of another device. It is for this reason that industrial batteries must be customized. Take a forklift that must operate a cold storage warehouse or facility. Let’s say that the ambient temperature at which the forklift works in such an environment is -10℃ to -40℃.
At this point, one must ask: Can the battery powering the forklift discharge at -40℃? Can the discharge current start the forklift? How long can the battery keep supplying power? Mor importantly, how long does the forklift work?
Forklifts working in cold storage facilities generally need to be driven to a separate room with normal temperatures for charging. This is because a Lithium battery’s charging performance below 0 degrees is extremely poor, and the battery may pose a safety hazard. When the battery returns to normal temperatures, moisture can generate on the surface. If the battery is also used or stored in an environment with high humidity for a long time, the battery cells will corrode and affect the battery life.
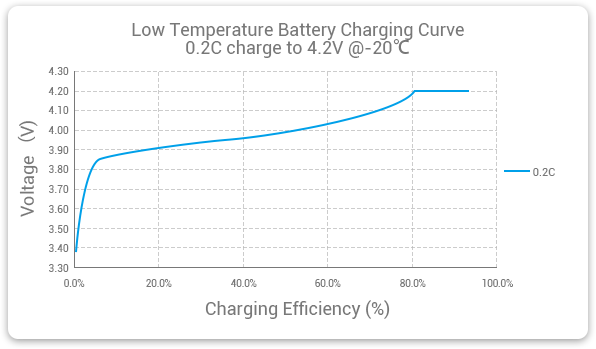
Himax low-temperature LiPo battery charge curved
On the other hand, if the battery has been customized to work in low-temperature environments, then the battery will be able to be charged in the cold storage facility without having to go through the hassle of moving the forklift to another space. This will overall increase efficiency and save on costs, which is why a customized battery is important for industrial applications.
The charging system
In general, the power of industrial battery chargers is relatively large; after all, the voltage and capacity of industrial batteries are relatively large, but the essentials of industrial battery chargers are to create synergistic effects with industrial batteries.
Industrial batteries are biased towards customized energy solutions, so chargers need to be able to detect the state of the battery to provide the highest quality charging solution, such as determining its own charging cycle rate to adjust the charging current based on the battery’s discharge state. Through the BMS, the charger can detect whether the battery has an abnormal voltage gap and remind the user that the battery needs to be replaced. Fail-safe designs also protect the battery and device when the state of charge is abnormal.
Advantages of an industrial battery system
The profitability of the manufacturing industry is constantly in a state of flux. Therefore, capacity and cost control are particularly important, and cost reduction will help factories have a greater advantage in profitability and bargaining power. Being able to achieve this goal allows these companies to maintain their profitability despite the rise and fall of commodity prices. If you want to learn more about industrial batteries, please contact us.

