The cathode chemistry you choose defines everything downstream — cycle life, thermal ceiling, energy density, cost per kWh, and the safety margin you’re engineering around. After years of working alongside cells from multiple chemistries across EV, stationary storage, and industrial applications, the differences stop being abstract and become very concrete very fast.
This article breaks down the three cathode chemistries that dominate the market today: Lithium Iron Phosphate (LiFePO4 / LFP), Nickel Manganese Cobalt Oxide (NMC), and Nickel Cobalt Aluminum Oxide (NCA). We’ll cover the electrochemistry, real-world performance tradeoffs, safety characteristics, cost dynamics, and which applications each chemistry genuinely suits.
A Quick Note on Why Cathode Chemistry Matters So Much
In a lithium-ion cell, the cathode is the rate-limiting component. It dictates nominal voltage, theoretical capacity, thermal stability, and the degradation pathways that determine how long a pack lasts under real operating conditions. The anode — typically graphite across all three chemistries — matters too, but the cathode is where the key engineering tradeoffs live.
Understanding these tradeoffs isn’t just academic. Choosing the wrong chemistry for your application means either leaving performance on the table or designing around failure modes you didn’t fully account for.
LiFePO4 (LFP): The Safety-First Workhorse
The Electrochemistry
LiFePO4 uses an olivine crystal structure for its cathode material. The strong covalent P–O bond within the phosphate (PO₄³⁻) polyanion stabilizes the structure even at high temperatures and states of charge — this is the chemical root of LFP’s exceptional thermal stability.
Nominal voltage: ~3.2–3.3V per cell
Theoretical specific capacity: ~170 mAh/g
Practical energy density: 90–160 Wh/kg at the cell level; 200–270 Wh/L volumetric
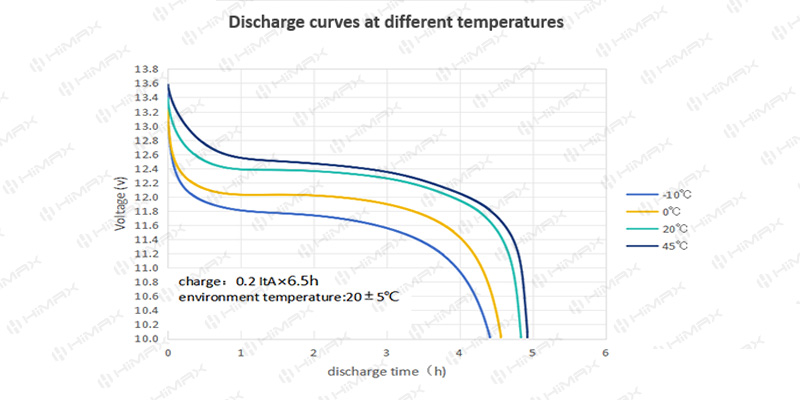
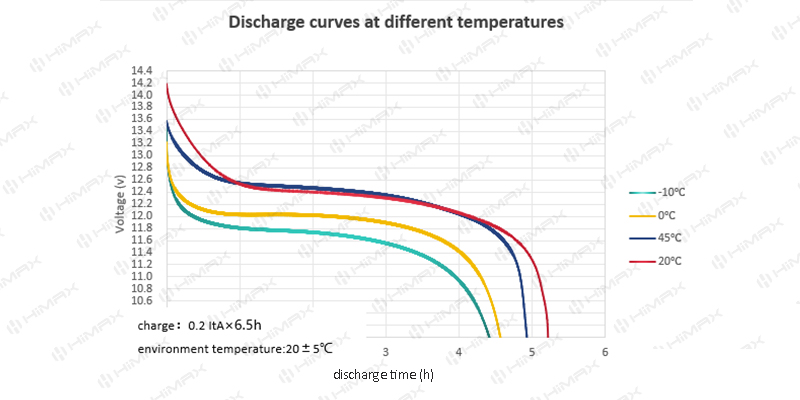
The flat discharge curve — characteristic of LFP — is both an advantage and a complication. Voltage sits nearly constant between roughly 20% and 80% state of charge (SOC), which means battery management systems (BMS) must rely on coulomb counting rather than open-circuit voltage to estimate SOC accurately. For systems running long partial-charge cycles, this requires more sophisticated BMS design.
Cycle Life and Calendar Aging
This is where LFP separates itself. Well-designed LFP cells routinely deliver 3,000–6,000 full charge-discharge cycles to 80% capacity retention at standard temperatures. Some premium cells marketed for grid storage are validated beyond 6,000 cycles at controlled depths of discharge.
Calendar aging is also favorable. The olivine structure resists phase transitions that degrade other cathode materials, and LFP doesn’t suffer the same transition-metal dissolution issues that accelerate capacity fade in nickel-rich chemistries at elevated temperatures.
Thermal Stability: The Real Differentiator
LFP’s safety advantage comes from thermodynamics, not just engineering controls. The onset of exothermic reactions in LFP cells under abuse conditions (thermal runaway triggering) is around 270–310°C — significantly higher than NMC or NCA. The energy released during thermal runaway is also substantially lower, and critically, LFP does not release oxygen during decomposition. That last point matters enormously: without oxygen release, self-sustaining combustion is far less likely.
For applications where thermal runaway propagation in a multi-cell pack could be catastrophic — residential energy storage, marine, aviation-adjacent, high-density data center UPS — this is a decisive consideration.
Where LFP Falls Short
Energy density. At the cell level, LFP’s 3.2V nominal voltage and lower practical capacity translate directly to larger, heavier packs for equivalent energy storage. In EV applications, this means either longer charge times, shorter range, or heavier vehicles — tradeoffs that matter at scale.
LFP also has reduced performance at low temperatures. Below 0°C, internal resistance rises sharply, and charging below freezing without proper thermal management risks lithium plating on the anode, accelerating degradation.
Typical Applications
- Grid-scale and residential stationary energy storage (BESS)
- Commercial EVs and buses where weight is less critical than longevity
- Industrial forklifts and material handling equipment
- Marine and off-grid power systems
- Any application with long service life requirements and moderate energy density needs

NMC (Nickel Manganese Cobalt Oxide): The Balanced All-Rounder
The Electrochemistry
NMC cathodes use a layered transition metal oxide structure where nickel, manganese, and cobalt occupy the transition metal sites. Each element contributes differently: nickel provides high capacity, manganese contributes structural stability, and cobalt improves rate capability and reduces cation mixing.
The ratio of these elements — expressed as NMC 111, NMC 532, NMC 622, NMC 811 and so on — is not cosmetic. Increasing nickel content (moving toward NMC 811 and beyond) increases specific capacity but also increases sensitivity to overcharge and thermal instability. This is the central engineering tension driving NMC formulation research today.
Nominal voltage: ~3.6–3.7V per cell
Theoretical specific capacity: ~200 mAh/g (NMC 111) to ~275+ mAh/g (high-Ni variants)
Practical energy density: 150–300 Wh/kg at cell level, depending on formulation
The NMC Spectrum
NMC 111 (equal parts Ni, Mn, Co) is the most chemically stable formulation — moderate capacity, good cycle life, manageable thermal behavior. It’s largely been superseded in high-performance applications but remains in use where balance and reliability are paramount.
NMC 622 (60% Ni, 20% Mn, 20% Co) became widely adopted in EV applications through the 2010s, offering a meaningful step up in energy density with acceptable stability. Most mainstream EV platforms through 2020–2022 used variants of 622 or similar compositions.
NMC 811 (80% Ni, 10% Mn, 10% Co) is the current high-performance standard. The energy density advantage is real — cells exceeding 250 Wh/kg are achievable — but the tradeoffs are real too. Higher nickel content means more reactive surfaces, greater sensitivity to moisture during manufacturing, more complex electrolyte requirements, and a tighter thermal management window.
Single-crystal NMC (also called monocrystalline) is a structural modification rather than a new chemistry — NMC particles are grown as single crystals rather than polycrystalline aggregates. This reduces micro-cracking during cycling, improving cycle life substantially at equivalent Ni content. Many current-generation premium EV cells use single-crystal NMC 811 or high-nickel variants.
Cycle Life
NMC cycle life varies significantly with formulation and operating conditions. NMC 111 can achieve 1,500–2,000+ cycles to 80% retention under moderate conditions. NMC 811 in real-world cycling typically delivers 500–1,500 cycles depending on depth of discharge, temperature, and charge rate. Extended calendar aging at high SOC accelerates capacity fade.
One practical implication: NMC packs for EV applications are often managed to operate between 20–80% SOC in daily use to protect cycle life, which partially offsets the raw energy density advantage.
Thermal Characteristics
NMC’s thermal stability decreases as nickel content increases. Exothermic decomposition begins at roughly 200–250°C for lower-nickel formulations and can drop below 200°C for NMC 811. Critically, NMC cathodes release oxygen during thermal decomposition, which can feed combustion if a separator breach has already occurred.
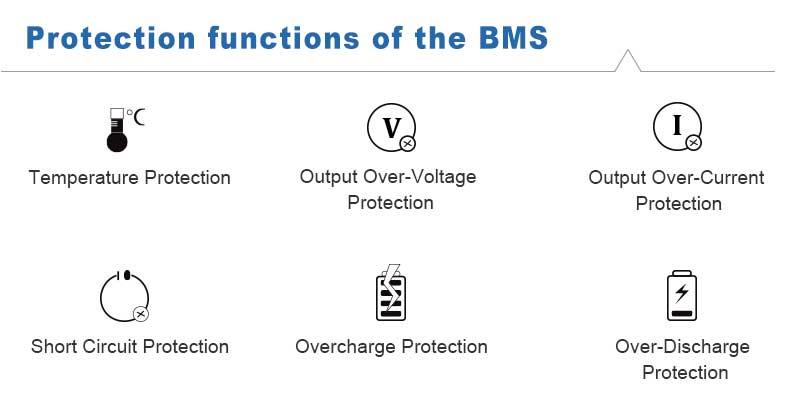
This doesn’t make NMC inherently unsafe — modern cell design, BMS electronics, and thermal management systems (ATMS) in well-engineered packs manage these risks effectively. But the safety envelope is tighter than LFP, and pack-level design must account for thermal propagation paths.
Typical Applications
- Passenger EVs (dominant chemistry in most current-generation long-range vehicles)
- Consumer electronics
- Power tools
- E-bikes and light electric mobility
- Portable energy storage
- Any application where energy density and weight are primary constraints
NCA (Nickel Cobalt Aluminum Oxide): The High-Performance Specialist
The Electrochemistry
NCA uses aluminum rather than manganese as the third transition metal. The aluminum isn’t electrochemically active — it doesn’t participate in lithium intercalation — but it provides structural stability, particularly at high states of charge and elevated temperatures. This allows NCA to push nickel content even higher than most NMC formulations, typically 80%+ nickel.
Nominal voltage: ~3.6–3.65V per cell
Theoretical specific capacity: ~200–280 mAh/g
Practical energy density: 200–300+ Wh/kg at cell level
Tesla’s 18650 and 2170 cylindrical cells (produced with Panasonic) use NCA chemistry and have been central to the high-energy-density strategy that made long-range EVs commercially viable earlier than most competitors.
Performance Characteristics
NCA’s standout attributes are raw energy density and power capability. At the top end, NCA cells can deliver the highest practical specific energy of the three chemistries. They also perform well in high-power discharge scenarios, making them suitable for performance-oriented EV applications where acceleration and sustained high-current output matter.
Cylindrical cell formats — the 18650, 2170, and the newer 4680 — work particularly well with NCA chemistry, and the manufacturing maturity behind large-format cylindrical NCA cells is substantial.
Cycle Life and Degradation
NCA cycle life is generally lower than NMC 622 and considerably lower than LFP. 500–1,000 cycles to 80% retention is a reasonable expectation for high-performance NCA cells under real-world conditions, though chemistry improvements and single-crystal approaches are extending this. Calendar aging is also more pronounced than LFP.
This is manageable in EV applications through BMS strategies (SOC windowing, temperature-controlled charging) and over-provisioning — building in buffer capacity so that even after significant degradation, the usable range remains acceptable to the owner.
Thermal and Safety Profile
NCA has the narrowest thermal safety window of the three. Exothermic decomposition can begin at temperatures below 180°C in some formulations, and oxygen release during thermal runaway is significant. Pack-level thermal management for NCA requires robust cooling, well-characterized separator materials, and careful cell-to-cell spacing or thermal barrier design.
Tesla’s approach to NCA — large numbers of small cylindrical cells with individual fuse elements and sophisticated thermal management — is a deliberate design response to these characteristics. Thousands of small cells with fuses allows individual cell failures to be electrically isolated before they propagate thermally, at the cost of significant pack complexity.
Typical Applications
- High-performance and long-range passenger EVs
- Aerospace and high-value portable electronics
- Applications where maximum energy density at the cell level is the overriding priority
- Professional tools and equipment with short duty cycles
Direct Technical Comparison
| Parameter | LiFePO4 (LFP) | NMC (varies by grade) | NCA |
| Nominal cell voltage | 3.2–3.3V | 3.6–3.7V | 3.6–3.65V |
| Practical specific energy | 90–160 Wh/kg | 150–300 Wh/kg | 200–300+ Wh/kg |
| Cycle life (to 80%) | 3,000–6,000+ | 500–2,000+ | 500–1,500 |
| Thermal runaway onset | ~270–310°C | ~200–250°C | ~150–180°C |
| Oxygen release on thermal runaway | No | Yes | Yes |
| Cobalt content | None | Moderate (decreasing) | Moderate |
| Low-temperature performance | Poor | Moderate | Moderate |
| Calendar aging | Low | Moderate | Higher |
| Relative cost (per kWh) | Low–Moderate | Moderate | Moderate–High |
| SOC estimation complexity | Higher (flat OCV) | Lower | Lower |
| Primary application fit | Stationary, commercial EV | Passenger EV, consumer electronics | High-performance EV, aerospace |
The Cost Dimension
Chemistry costs are not static — they track commodity metal prices, manufacturing volumes, and supply chain geography, all of which have shifted substantially over the past five years.
LFP has become dramatically cheaper as Chinese manufacturers have achieved massive scale. Current cell-level costs for competitive LFP cells are approaching or below $60–70/kWh in volume, making it increasingly attractive even for applications where energy density had previously justified NMC.
NMC costs are tied to cobalt and nickel prices. The industry trend toward higher nickel content (reducing cobalt) is partly an energy density play and partly a supply chain risk mitigation strategy — cobalt supply is concentrated geographically and subject to price volatility. NMC 811 and NMCA (NMC with aluminum) formulations reduce cobalt use substantially.
NCA costs reflect high nickel content and the quality controls required for consistent high-performance cell production. Volume manufacturing in large cylindrical form factors has driven costs down considerably from early benchmarks, but NCA generally commands a premium over LFP for equivalent capacity.
What’s Changing: Technology Trends Worth Watching
LFP + silicon anode is an active area of development. The energy density gap between LFP and NMC is the primary knock against LFP. Adding silicon (or silicon-dominant) anodes increases cell capacity without changing cathode chemistry, potentially narrowing that gap materially.
Cobalt-free NMC variants — including LNMO (lithium nickel manganese oxide) and various NMCA formulations — represent attempts to retain NMC’s performance profile while eliminating or nearly eliminating cobalt dependency. Some are in commercial production; others remain in late-stage development.
Solid-state electrolytes affect all three cathode chemistries differently. Solid-state cells could substantially improve NCA and NMC safety profiles by eliminating the flammable liquid electrolyte, while also potentially enabling higher nickel content without the same thermal management requirements. LFP with solid-state electrolytes is less of a priority given LFP’s already favorable safety profile.
4680 format NCA/NMC cells — the larger cylindrical format pioneered for high-volume EV production — change the pack-level economics significantly. Fewer cells per pack, higher energy per cell, and improved manufacturing integration reduce pack costs independent of cathode chemistry.
Choosing the Right Chemistry: A Practical Framework
There is no universally superior cathode chemistry. The right choice depends on the requirements hierarchy of a specific application:
If your primary constraint is safety and longevity — and especially if thermal runaway propagation in a dense pack is a failure mode you cannot accept — LFP is the defensible choice. Residential energy storage, marine, aviation-adjacent, and any application where fire risk is catastrophic all benefit from LFP’s wider thermal margin and absence of oxygen release.
If your primary constraint is energy density at a competitive system cost — as in most passenger EV platforms — NMC in its higher-nickel variants (622, 811, single-crystal 811) offers the best current balance of capacity, cost, and reasonable cycle life with good thermal management.
If you are optimizing for maximum performance and have the engineering resources to manage a tighter safety envelope — NCA delivers the highest raw energy density and power capability. The complexity cost is real, and it requires serious investment in BMS sophistication and thermal management design.
Many modern systems don’t make a single-chemistry choice — dual-chemistry packs (LFP base + NMC peak-power buffer) exist in some commercial designs, though they add system complexity.

Final Thoughts
The “which chemistry is best” question is less useful than “which chemistry is best for this load profile, at this temperature range, over this service life, at this cost target.” Battery engineers have understood this for years; it’s increasingly becoming the fluency required at the product and systems integration level too.
What’s changing is that the traditional tradeoffs are softening at the edges. LFP’s energy density disadvantage is narrowing. NMC’s cobalt dependency is shrinking. NCA’s manufacturing challenges are being addressed through format innovation. The competitive landscape in 2025–2026 looks different from 2020, and it will look different again in 2028.
Understanding the electrochemistry behind each choice — not just the spec sheet — is what allows you to anticipate where those trends are heading and make decisions that hold up over a product’s lifetime.
Have questions about cathode chemistry selection for a specific application? Our engineering team works with LFP, NMC, and NCA systems across stationary storage, EV, and industrial segments. Contact us for a technical consultation.
Tags: LiFePO4, NMC, NCA, lithium-ion battery, cathode chemistry, battery technology, energy storage, EV battery, battery comparison, LFP vs NMC, battery engineering